
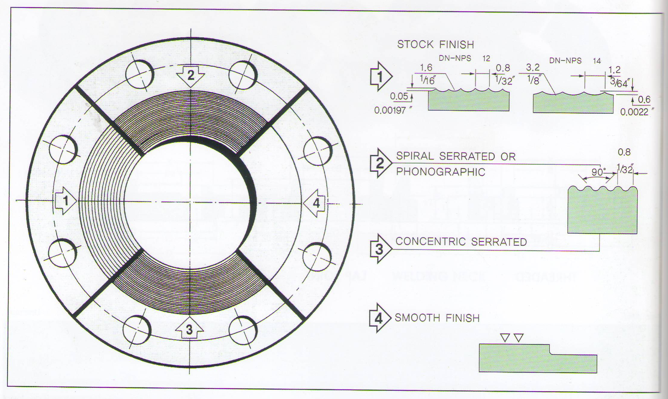
الانتهاء من المخزون:
الأكثر استخدامًا على نطاق واسع في أي تشطيب للحشية، لأنه عمليًا مناسب لجميع ظروف الخدمة العادية. هذا هو الأخدود الحلزوني المستمر.
يتم إنتاج الفلنجات بأحجام 12 بوصة (304.8 مم) وأصغر باستخدام أداة ذات مقدمة مستديرة مقاس 1/16 بوصة بمعدل تغذية يبلغ 1/32 بوصة لكل دورة.
للأحجام 14 بوصة (355.6 ملم) وأكبر. تم صنع اللمسة النهائية باستخدام أداة ذات مقدمة مستديرة مقاس 1/8 بوصة بتغذية تبلغ 3/64 بوصة لكل دورة.
دوامة مسننة أو فونوغرافية:
يتم إنتاج هذه النهاية باستخدام أداة ذات مقدمة مستديرة بزاوية 90 درجة.
مسننة مركزية:
يتم إنتاج هذه النهاية باستخدام أداة ذات مقدمة مستديرة بزاوية 90 درجة.
نهاية سلسة:
يجب أن يكون لأداة القطع المستخدمة نصف قطر تقريبي يبلغ 0.06 بوصة.
يجب أن يكون للسطح النهائي الناتج 125μ بوصة إلى 250μ بوصة (ANSI B16.5 الفقرة 6.4;4.1)
1. الوجه المرتفع. والذكور والإناث كبيرة
يتم استخدام إما تشطيب مسنن متحد المركز أو حلزوني مسنن به من 34 إلى 64 أخاديد في البوصة.
يبلغ نصف قطر أداة القطع المستخدمة 0.06 بوصة تقريبًا.
يجب أن يكون للسطح الناتج خشونة تقريبية تتراوح بين 125 ميكرو بوصة (3.2 ميكرومتر) إلى 500 ميكرو بوصة (12.5 ميكرومتر)
2. اللسان والأخدود، والذكر والأنثى الصغيرة
لا يتجاوز سطح تلامس الحشية 125 ميكرو بوصة (3.2 ميكرومتر).
3. حلقة مشتركة
لا يتجاوز سطح الجدار الداخلي لأخدود الحشية 63μ بوصة (1.6μm).
4. أعمى
ليس من الضروري أن تكون الشفاه المسدودة وجوهًا في المنتصف إذا كان قطرها لا يقل عن 1 بوصة عند رفع هذا الجزء الأوسط.
أصغر من القطر الداخلي للتجهيزات من فئة الضغط المقابلة.
عندما يتم الضغط على الجزء الأوسط، فإن قطره لا يزيد عن القطر الداخلي لتركيبات فئة الضغط المقابلة.
ليس من الضروري تجهيز المركز المكتئب.
وقت النشر: 02 سبتمبر 2021